

ओवरमोल्डिंग इंजेक्शन मोल्डिंग क्या है?
——
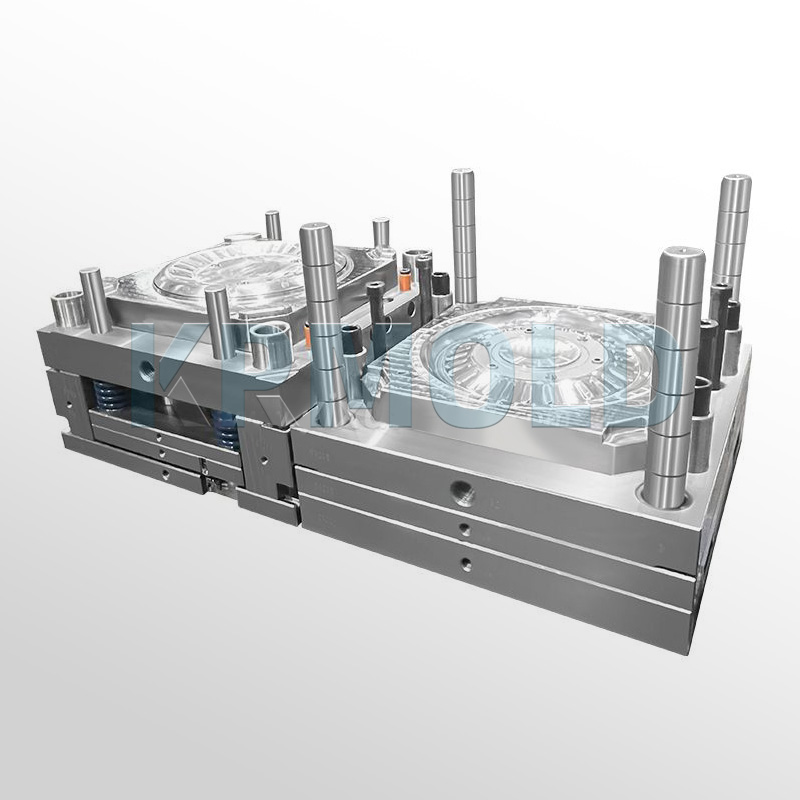
"KRMOLD, चीन में एक पेशेवर इंजेक्शन मोल्ड निर्माता, ग्राहकों को तैयार मोल्ड में पिघली हुई सामग्री को इंजेक्ट करने और इसे ठंडा होने देने के लिए उपयोग किए जाने वाले अनुकूलित इंजेक्शन मोल्ड प्रदान करने में सक्षम है। ठंडा होने के दौरान, सामग्री जम जाती है और भाग उत्पाद के बड़े पैमाने पर उत्पादन को पूरा करने के लिए डिस्चार्ज होने से पहले मोल्ड का आकार ले लेती है। इंजेक्शन मोल्ड निर्माण और नवाचार के क्षेत्र में, केआरएमोल्ड लगातार ग्राहकों की वास्तविक उत्पाद उत्पादन आवश्यकताओं में गहराई से जाता है, उत्पादों की संरचनात्मक विशेषताओं और अनुप्रयोगों का विश्लेषण करता है, और इंजेक्शन मोल्ड के निर्माण में यथासंभव इंजेक्शन मोल्डिंग प्रक्रिया उत्पादन आवश्यकताओं को पूरा करता है, जिनमें से ओवरमोल्डिंग सबसे आम इंजेक्शन मोल्डिंग प्रक्रियाओं में से एक है।ध्द्ध्ह्ह
इंजेक्शन मोल्डिंग प्रक्रिया में ओवरमोल्डिंग का मूल दो या अधिक इंजेक्शन मोल्डिंग के माध्यम से विभिन्न सामग्रियों का संयोजन है। पहला इंजेक्शन एक आधार सामग्री बनाता है, जिसे फिर दूसरे मोल्ड में रखा जाता है और सतह या विशिष्ट क्षेत्र के लिए दूसरी सामग्री से ढक दिया जाता है। ओवरमोल्डिंग इंजेक्शन मोल्डिंग प्रक्रिया के माध्यम से उत्पादित उत्पादों में कार्यात्मक विशेषताओं को बढ़ाने, कई डिज़ाइन आवश्यकताओं को प्राप्त करने और उत्पाद उत्पादन की दक्षता बढ़ाने की क्षमता होती है।
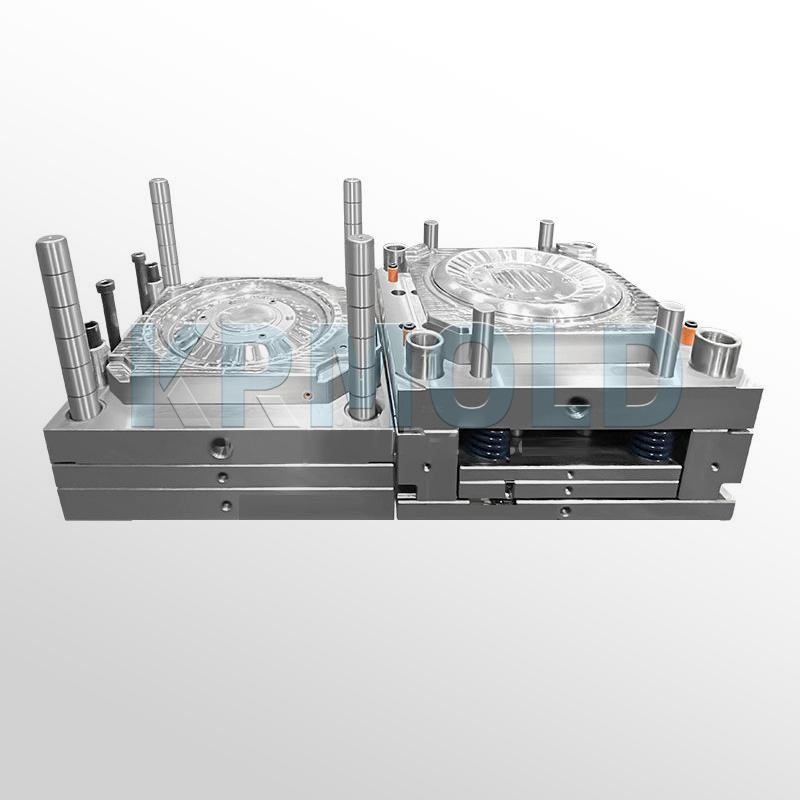
ओवरमोल्डिंग इंजेक्शन मोल्डिंग प्रक्रिया मोटे तौर पर कई इंजेक्शन मोल्डिंग के माध्यम से विभिन्न सामग्रियों को एक ही हिस्से में संयोजित करने की प्रक्रिया को संदर्भित करती है, जिसे ग्राहक की उत्पादन आवश्यकताओं के अनुसार विभिन्न उत्पादन रूपों में महसूस किया जा सकता है:
★मोल्डिंग डालें: इंजेक्शन मोल्डिंग प्रक्रिया में यदि आधार सामग्री धातु का हिस्सा या पीतल का हिस्सा है, तो इस प्रकार की द्वितीयक मोल्डिंग को अक्सर इंसर्ट मोल्डिंग के रूप में संदर्भित किया जाता है, जिसके लिए प्रक्रिया को पूरा करने के लिए केवल एक मोल्ड की आवश्यकता होती है। इंसर्ट मोल्डिंग को प्रक्रिया को पूरा करने के लिए केवल एक मोल्ड की आवश्यकता होती है। सब्सट्रेट की प्रारंभिक मोल्डिंग के बाद, इसे मैन्युअल रूप से या रोबोटिक रूप से ओवरमोल्डिंग के लिए मोल्ड के दूसरे सेट में रखा जाता है। इंसर्ट मोल्डिंग का एक सामान्य उदाहरण एक स्क्रूड्राइवर हैंडल है, जिसे प्लास्टिक इंजेक्शन मोल्ड के साथ धातु के इंसर्ट को मिलाकर बनाया जाता है।
★टू-शॉट मोल्डिंग (टू-शॉट): एक प्रकार के ओवरमोल्डिंग से संबंधित है, दो इंजेक्शन मोल्डिंग को पूरा करने के लिए मोल्ड रोटेशन के माध्यम से एक ही मशीन में विशेष दो-रंग इंजेक्शन मोल्डिंग मशीन की आवश्यकता होती है। दो-शॉट मोल्डिंग या "दो-रंग" इंजेक्शन मोल्डिंग दो अलग-अलग पॉलिमर (या पॉलिमर के दो अलग-अलग रंग) को एक एकल इंजेक्शन मोल्डिंग प्रक्रिया के माध्यम से अंतिम उत्पाद में संसाधित करता है, जिससे मोल्ड किए गए उत्पाद में कई कार्यों को एकीकृत किया जा सकता है। सामग्रियों का संयोजन यंत्रवत् रूप से एम्बेडेड या रासायनिक रूप से बंधुआ हो सकता है। kRMOLD इंजेक्शन मोल्ड्स का एक पेशेवर निर्माता है और अपने ग्राहकों को इंजेक्शन मोल्ड्स के डिजाइन और उत्पादन में सेवाएं प्रदान कर सकता है। केआरएमोल्ड इंजेक्शन मोल्ड्स का एक पेशेवर निर्माता है और ग्राहकों को इंजेक्शन मोल्ड्स के लिए डिजाइन और उत्पादन सेवाएं प्रदान कर सकता है जो ओवरमोल्डिंग प्रक्रिया की आवश्यकताओं को पूरा करते हैं

ओवरमोल्डिंग इंजेक्शन मोल्डिंग प्रक्रिया क्या है?
——
चरण 1: सब्सट्रेट का इंजेक्शन
सब्सट्रेट सामग्री को इंजेक्शन मोल्ड गुहा में इंजेक्ट किया जाता है और सब्सट्रेट भाग बनाने के लिए ठंडा किया जाता है। सब्सट्रेट को व्यक्तिगत रूप से या पिछले इंजेक्शन के माध्यम से ढाला जा सकता है।
चरण 2: सब्सट्रेट को स्थानांतरित करना
यदि दो-रंग इंजेक्शन मोल्डिंग मशीन का उपयोग किया जाता है, तो सब्सट्रेट उसी मोल्ड में रहता है और सीधे अगले चरण पर आगे बढ़ता है। दो-गुहा मोल्ड के मामले में, सब्सट्रेट को रोबोट या मैन्युअल रूप से दूसरे गुहा में स्थानांतरित किया जाता है।
चरण 3: ओवरमोल्डिंग
सब्सट्रेट पर ओवरमोल्डिंग सामग्री (जैसे टीपीई, टीपीयू) को यह सुनिश्चित करने के लिए कि सामग्री पूरी तरह से भरी हुई है और हवा के बुलबुले और खराब बॉन्डिंग जैसी समस्याओं से बचने के लिए। ओवरमोल्डिंग सामग्री को अवांछित क्षेत्रों में घुसने से रोकने के लिए इंजेक्शन तापमान, दबाव और प्रवाह दर को नियंत्रित करें।
चरण 4: ठंडा करना और डिमोल्डिंग करना
उचित ठंडा होने के बाद, उत्पाद को डिमोल्ड किया जाता है। ओवरमोल्डिंग सामग्री के सब्सट्रेट पर आसंजन की जांच करें ताकि यह सुनिश्चित हो सके कि कोई टेढ़ापन, छीलन या दोष नहीं है।

ओवरमोल्डिंग का लाभ
——
1
बहु-सामग्री एकीकरण
ओवरमोल्डिंग एबीएस, पीसी थर्मोप्लास्टिक, टीपीई/टीपीआर थर्मोप्लास्टिक इलास्टोमर, सिलिकॉन और अन्य सामग्रियों के संयोजन का समर्थन करता है। उदाहरण के लिए, कठोर सब्सट्रेट और नरम रबर कवरिंग का संयोजन एक साथ संरचनात्मक ताकत और स्पर्श आराम प्राप्त कर सकता है, जो उपकरण हैंडल, स्मार्ट पहनने योग्य उपकरणों और अन्य परिदृश्यों के लिए उपयुक्त है।
2
इंजेक्शन मोल्ड की जटिल संरचना डिजाइन
सीएडी सॉफ्टवेयर और मोल्ड फ्लो एनालिसिस तकनीक के साथ, हम मल्टी-मटेरियल लेयर्ड इंजेक्शन मोल्डिंग की जरूरतों को पूरा करने के लिए जटिल ज्यामितीय आकृतियों के साथ उच्च परिशुद्धता वाले मोल्ड डिजाइन कर सकते हैं। स्वचालित इंजेक्शन पैरामीटर नियंत्रण के साथ संयुक्त ओवरमोल्डिंग सख्त उत्पाद सहनशीलता सुनिश्चित करता है, जो विशेष रूप से चिकित्सा उपकरणों और अन्य उत्पादों के लिए उपयुक्त है जिन्हें परिशुद्धता की आवश्यकता होती है। स्वचालित इंजेक्शन पैरामीटर नियंत्रण के साथ संयुक्त ओवरमोल्डिंग सख्त उत्पाद सहनशीलता सुनिश्चित करता है, जो विशेष रूप से चिकित्सा उपकरणों और अन्य क्षेत्रों के लिए उपयुक्त है जिन्हें उच्च परिशुद्धता की आवश्यकता होती है।
3
इंजेक्शन मोल्डेड उत्पादों के प्रदर्शन में सुधार करें
ओवरमोल्डिंग प्लास्टिक या धातु के कठोर सब्सट्रेट पर सेकेंडरी इंजेक्शन मोल्डिंग टीपीई, टीपीयू, सिलिकॉन सॉफ्ट मटेरियल द्वारा बेहतर प्रदर्शन प्रदान करता है। सॉफ्ट मटेरियल बेहतर स्पर्श, बढ़ा हुआ घर्षण, एंटी-स्लिप और एंटी-पसीना प्रदान करता है, जो ओवरमोल्डिंग इंजेक्शन मोल्डिंग के अनुभव और आराम को बढ़ाता है। खेल उपकरण, चिकित्सा उपकरण आदि के क्षेत्र में, रबर-लेपित परत पकड़ की स्थिरता में सुधार करती है और फिसलने से बचाती है।
4
उत्पादन क्षमता में सुधार
ओवरमोल्डिंग इंजेक्शन मोल्डिंग प्रक्रिया असेंबली चरणों को कम करती है और उत्पादन दक्षता में सुधार करती है, जिससे नरम सामग्रियों की मैन्युअल असेंबली या बॉन्डिंग की आवश्यकता नहीं होती है, ओवरमोल्डिंग प्रत्यक्ष एक-टुकड़ा मोल्डिंग, श्रम लागत और असेंबली त्रुटियों को कम करती है। ओवरमोल्डिंग को सीधे एक टुकड़े में ढाला जाता है, जिससे श्रम लागत और असेंबली त्रुटियां कम होती हैं। ओवरमोल्डिंग ऑल-सिलिकॉन या ऑल-रबर उत्पादों की तुलना में केवल महत्वपूर्ण क्षेत्रों को ओवरमोल्ड करके नरम सामग्रियों की मात्रा को भी कम करता है।



सामान्य ओवरमोल्डिंग सामग्री क्या है?
——

सामग्री अनुप्रयोग | सामग्री का नाम | विशेषताएँ |
मूलभूत सामग्री | पेट | उच्च कठोरता, प्रक्रिया में आसान, कम लागत, उपकरण हैंडल, इलेक्ट्रॉनिक आवास, इंजेक्शन मोल्डिंग के लिए एक बुनियादी संरचनात्मक घटक के रूप में उपयोग के लिए उपयुक्त। |
पॉलीकार्बोनेट | प्रभाव-प्रतिरोधी, उच्च पारदर्शिता, आमतौर पर उच्च शक्ति की आवश्यकता वाले भागों के इंजेक्शन मोल्डिंग में उपयोग किया जाता है। | |
नायलॉन | घर्षण प्रतिरोधी, उच्च तापमान प्रतिरोधी, औद्योगिक भागों के इंजेक्शन मोल्डिंग के लिए उपयुक्त | |
सामग्री पर | थर्मोप्लास्टिक इलास्टोमर (टीपीई/टीपीआर) | नरम, गैर-पर्ची, सदमे अवशोषण, एबीएस / पीसी और अन्य हार्ड रबर के साथ अच्छी संगतता, आमतौर पर उपकरण पकड़, स्मार्ट कंगन कलाईबैंड इंजेक्शन मोल्डिंग में उपयोग किया जाता है |
थर्मोप्लास्टिक पॉलीयूरेथेन (टीपीयू) | अत्यधिक लोचदार, तेल प्रतिरोधी, मोटर वाहन जवानों, खेल उपकरण कवर इंजेक्शन मोल्डिंग के लिए उपयुक्त | |
सिलिकॉन | उच्च तापमान प्रतिरोधी, जैव-संगत, चिकित्सा उपकरणों (जैसे, शल्य चिकित्सा उपकरण हैंडल) और खाद्य-ग्रेड उत्पादों में उपयोग किया जाता है। |
एओवरमोल्डिंग का अनुप्रयोग
——

1.उपभोक्ता इलेक्ट्रॉनिक्स इंजेक्शन मोल्ड्स
कठोर और नरम रबर के संयोजन के माध्यम से, यह जटिल ज्यामितीय डिजाइन का समर्थन करते हुए संरचनात्मक ताकत और कंपन भिगोना प्रदर्शन को ध्यान में रख सकता है। ओवरमोल्डिंग इंजेक्शन मोल्ड के विशिष्ट मामलों में हार्ड पीसी सब्सट्रेट + टीपीयू / सिलिकॉन कोटिंग का उपयोग करके स्मार्टफोन शेल शामिल हैं जो ड्रॉप प्रतिरोध और पकड़ आराम में सुधार करते हैं।
2.ऑटोमोटिव उद्योग इंजेक्शन मोल्ड्स
ऑटोमोटिव पार्ट्स विनिर्माण के क्षेत्र में, ओवरमोल्डिंग मोल्डिंग प्रक्रिया का उपयोग करके इंजेक्शन मोल्ड्स विभिन्न प्रकार के ऑटोमोटिव पार्ट्स के बड़े पैमाने पर उत्पादन में मदद करते हैं ताकि हल्के वजन की मांग को पूरा किया जा सके, जैसे कि उपकरण पैनल में पेट सब्सट्रेट + टीपीयू कवरिंग परत का उपयोग किया जाता है, ताकि घर्षण प्रतिरोध और स्पर्शनीय संवेदना को बढ़ाया जा सके; दरवाज़े के हैंडल को धातु के आवेषण और टीपीई के साथ जोड़ा जाता है, ताकि स्थायित्व को बढ़ाया जा सके।
3. चिकित्सा उद्योग इंजेक्शन मोल्ड
चिकित्सा उद्योग विनिर्माण क्षेत्र में, ओवरमोल्डिंग मोल्डिंग प्रक्रिया उत्पादन का उपयोग कर इंजेक्शन मोल्ड, जिसमें स्टेनलेस स्टील आवेषण + मेडिकल-ग्रेड सिलिकॉन कवरिंग का उपयोग करके सर्जिकल उपकरण हैंडल शामिल हैं, जो नसबंदी प्रदर्शन और गैर-पर्ची डिजाइन और डिस्पोजेबल जलसेक डिवाइस वाल्व को पारदर्शी पीसी + रंग टीपीई दो-रंग मोल्डिंग के माध्यम से ध्यान में रखते हैं, ज़ोनिंग विज़ुअलाइज़ेशन के कार्य को प्राप्त करने के लिए।
प्लास्टिक के प्रकार (जैसे पीपी, एबीएस) और पोस्ट-प्रोसेसिंग आवश्यकताओं (जैसे छिड़काव, सिल्क स्क्रीन प्रिंटिंग) को निर्दिष्ट करें, और 2 डी या 3 डी प्लास्टिक भाग चित्र प्रदान करें। साथ ही, उत्पादन मात्रा, उपस्थिति आवश्यकताओं, सहनशीलता मानकों आदि को प्रदान करें।
आम तौर पर, हमारे इंजीनियर ग्राहक द्वारा पूरी उत्पादन आवश्यकताओं को प्रस्तुत करने के तुरंत बाद कोटेशन तैयार करना शुरू कर देंगे। आमतौर पर इसमें लगभग 1-3 दिन लगते हैं।
नियमित इंजेक्शन मोल्ड्स के लिए लीड टाइम आमतौर पर 30-60 दिन होता है, और जटिल मोल्ड्स के लिए यह अधिक लंबा हो सकता है। उदाहरण के लिए, लिक्विड सिलिकॉन मोल्ड्स के लिए सामान्य लीड टाइम लगभग 60 दिन होता है, जिसमें डिज़ाइन, निर्माण, मोल्ड परीक्षण आदि शामिल होते हैं।
उच्च परिशुद्धता प्रसंस्करण प्रौद्योगिकी: उच्च परिशुद्धता उपकरण जैसे कि सीएनसी मशीनिंग सेंटर (सीएनसी) और इलेक्ट्रिक डिस्चार्ज मशीनिंग (ईडीएम) का उपयोग सीएडी/सीएएम सॉफ्टवेयर के संयोजन में डिजाइन प्रक्रिया को अनुकूलित करने के लिए किया जाता है। गुणवत्ता नियंत्रण: समन्वय मापक मशीन (सीएमएम) द्वारा मोल्ड के प्रमुख आयामों का निरीक्षण और परीक्षण मोल्डिंग चरण के दौरान कई नमूना बैचों का सत्यापन। सामग्री का चयन: डाई नट्स के जीवन को बढ़ाने के लिए उच्च घिसाव प्रतिरोध (जैसे H13, S136) और सतह उपचार (जैसे नाइट्राइडिंग, क्रोम प्लेटिंग) वाले डाई स्टील का उपयोग करें।
हर 50,000 मोल्ड के बाद, गाइड पिलर, इजेक्टर पिन और अन्य घिसे हुए हिस्सों की जाँच करें, और मोल्ड की सतह पर बचे हुए प्लास्टिक और जंग को साफ करें। घर्षण हानि को कम करने के लिए स्लाइडिंग भागों (जैसे टिल्ट टॉप, स्लाइडर) के लिए उच्च तापमान वाले ग्रीस का उपयोग करें। सुनिश्चित करें कि पानी का सर्किट सुचारू है और तापमान का अंतर ≤5℃ है ताकि थर्मल तनाव के कारण मोल्ड के टूटने से बचा जा सके।
सामग्री की मोल्ड लागत लगभग 30-40% (जैसे कि 1 टन P20 स्टील की कीमत लगभग 20,000 युआन) के लिए जिम्मेदार है, प्रसंस्करण लागत 50% से अधिक (सीएनसी श्रम प्रति घंटा दर लगभग 80-150 युआन / घंटा) के लिए जिम्मेदार है। छोटे बैच उत्पादन एल्यूमीनियम मोल्ड चुन सकते हैं या संरचनात्मक डिजाइन को सरल बना सकते हैं; जीवन को बढ़ाने के लिए कार्बाइड आवेषण का उपयोग करने के लिए 100,000 से अधिक टुकड़ों की सिफारिश की जाती है!
मोल्ड इंजेक्शन उत्पादों को डिजाइन आवश्यकताओं (जैसे आकार, उपस्थिति) को पूरी तरह से पूरा करने की आवश्यकता है, और निरंतर और स्थिर उत्पादन हो सकता है। मोल्ड मार्किंग, निरीक्षण रिपोर्ट (जैसे सामग्री कठोरता परीक्षण) और इंजीनियरिंग चित्र पूर्ण होने चाहिए।
मोल्ड स्टील (जैसे S136H, एनएके80 और अन्य आयातित सामग्री अधिक महंगी होती हैं) और मोल्ड भ्रूण के प्रकार (एल्यूमीनियम मोल्ड की अल्पकालिक लागत कम होती है, लेकिन जीवन छोटा होता है) सीधे लागत को प्रभावित करते हैं, पाजी/सीएई/कैम डिजाइन प्रौद्योगिकी, हॉट रनर सिस्टम आदि के उपयोग से अग्रिम निवेश में वृद्धि होगी, लेकिन दीर्घकालिक लाभ (जैसे स्प्रूज़ को कम करना, उत्पादन क्षमता में वृद्धि) को बढ़ाया जा सकता है।


