
छोटे उपकरण आवास इंजेक्शन मोल्ड के लिए पूर्ण समाधान
——
इंजेक्शन मोल्डिंग घरेलू उपकरण उद्योग में सबसे आम प्रसंस्करण तकनीकों में से एक है। इंजेक्शन मोल्डिंग प्रक्रिया के माध्यम से, पिघले हुए प्लास्टिक को मोल्ड गुहा में इंजेक्ट किया जाता है और आवश्यक भागों को बनाने के लिए ठंडा किया जाता है ताकि घरेलू उपकरण उद्योग में बढ़ती बाजार मांग को पूरा करने के लिए विभिन्न प्रकार के घरेलू उपकरण भागों का बड़े पैमाने पर उत्पादन प्राप्त किया जा सके। इंजेक्शन मोल्ड घरेलू उपकरण उद्योग को मुख्य उपकरणों की इंजेक्शन मोल्डिंग को पूरा करने में मदद करने के लिए है, छोटे उपकरणों की उत्पादन प्रक्रिया में इंजेक्शन मोल्ड की गुणवत्ता सीधे घरेलू उपकरण उत्पादों की उपस्थिति, आयामी सटीकता, संरचनात्मक शक्ति और कार्यात्मक अनुकूलनशीलता को प्रभावित करती है।
केआरएमोल्ड इंजेक्शन मोल्ड्स के पेशेवर निर्माताओं में से एक है, हम विभिन्न उद्योगों में ग्राहकों के लिए अनुकूलित इंजेक्शन मोल्ड समाधान प्रदान करने में विशेषज्ञ हैं। छोटे घरेलू उपकरण उद्योग में, केआरएमोल्ड इंजेक्शन मोल्ड्स विभिन्न प्रकार के छोटे घरेलू उपकरण उत्पादों को डिजाइन और निर्माण करने में सक्षम हैं, जो घरेलू उपकरण उद्योग में ग्राहकों को केआरएमोल्ड द्वारा बनाए गए इंजेक्शन मोल्ड्स को अपनाने के बाद दीर्घकालिक उत्पादन लाभ प्राप्त करने में मदद करते हैं और केआरएमोल्ड इंजेक्शन मोल्ड्स की प्रक्रिया में घरेलू उपकरण उद्योग में ग्राहकों को केआरएमोल्ड इंजेक्शन मोल्ड्स को अपनाने के बाद दीर्घकालिक उत्पादन लाभ प्राप्त करने और उत्पाद की गुणवत्ता और नवाचार के मामले में अपनी मुख्य प्रतिस्पर्धात्मकता में सुधार करने में मदद कर सकते हैं।

छोटे घरेलू उपकरण इंजेक्शन मोल्ड की विशेषता
——
हमारा लाभ

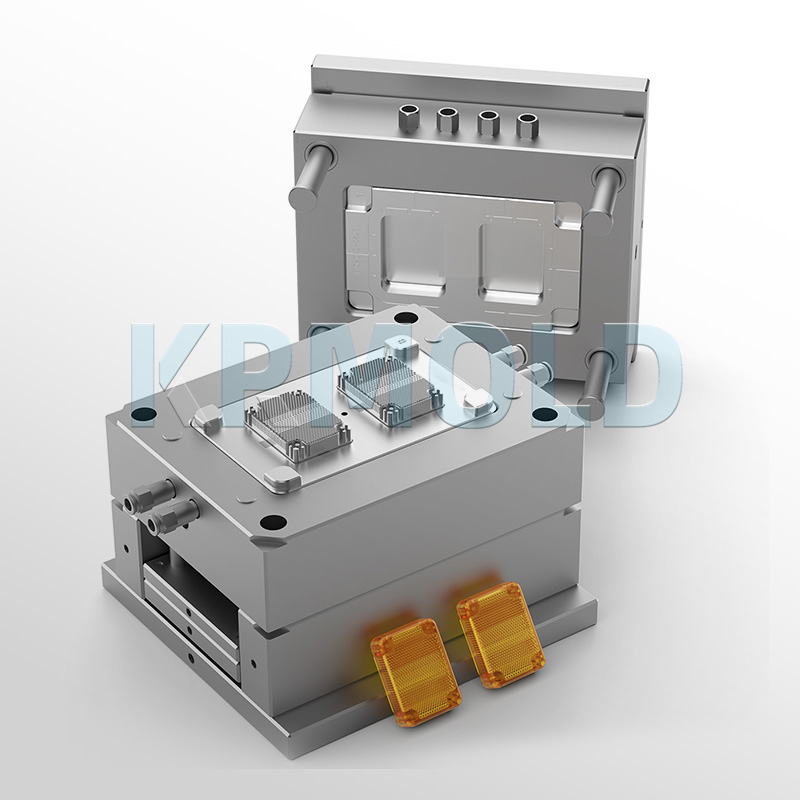
चूंकि छोटे घरेलू उपकरण उत्पाद अक्सर लगातार उन्नयन और कार्यात्मक सुधारों के अधीन होते हैं, इसलिए पारंपरिक मोल्ड डिजाइन विधियां अक्सर इन परिवर्तनों के लिए जल्दी से अनुकूल नहीं हो पाती हैं। मॉड्यूलर डिजाइन गुहा घटकों के तेजी से प्रतिस्थापन का समर्थन करके एक अधिक लचीला और कुशल समाधान प्रदान करता है। उदाहरण के लिए, कॉफी मेकर हाउसिंग मोल्ड एक बोल्ट-ऑन संरचना का उपयोग करता है जो समर्थन आधार और टेम्पलेट के फिट को जल्दी से समायोजित करने की अनुमति देता है। जब कॉफी मेकर की एक अलग शैली या मॉडल का उत्पादन करने की आवश्यकता होती है, तो पूरे मोल्ड को फिर से डिजाइन या फिर से बनाने के बिना गुहा असेंबली को आसानी से बदला जा सकता है। यह न केवल मोल्ड समायोजन और उत्पादन चक्र को बहुत छोटा करता है, बल्कि अपशिष्ट को भी कम करता है और बहु-प्रजाति के छोटे-लॉट उत्पादन में उत्पादकता में सुधार करता है।

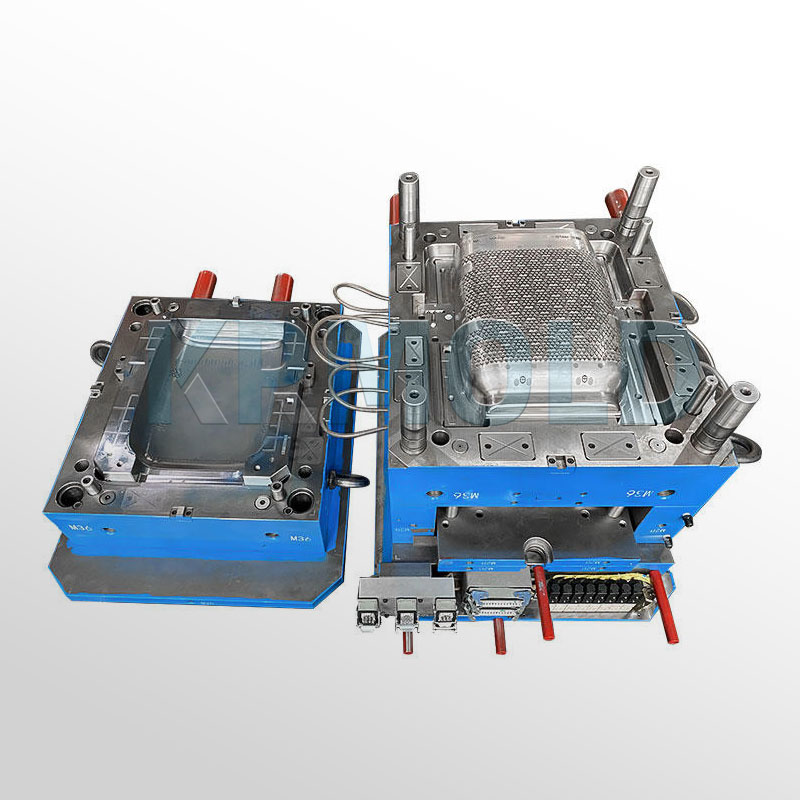
इंजेक्शन मोल्डिंग प्रक्रिया में, शीतलन प्रणाली का डिज़ाइन महत्वपूर्ण है, जो सीधे मोल्डिंग चक्र और उत्पाद की गुणवत्ता को प्रभावित करता है। छोटे घरेलू उपकरण इंजेक्शन मोल्डों के कुशल उत्पादन की मांग को पूरा करने के लिए, आधुनिक मोल्ड शीतलन प्रणाली अनुकूलन पर अधिक से अधिक ध्यान दे रहे हैं। शीतलन चैनलों को तर्कसंगत रूप से डिजाइन करके और उन्नत शीतलन प्रौद्योगिकियों को एकीकृत करके, शीतलन दक्षता में काफी सुधार किया जा सकता है और उत्पाद थर्मल विरूपण समस्याओं को कम किया जा सकता है।
उदाहरण के लिए, अनुकूलित शीतलन प्रणाली शीतलन पंख, एल्यूमीनियम हीट सिंक और ऊष्मीय रूप से प्रवाहकीय सिलिकॉन ग्रीस की परतों को एकीकृत कर सकती है, जो गर्मी को अधिक समान रूप से वितरित करने और शीतलन प्रक्रिया को तेज करने में मदद कर सकती है। आम उदाहरणों में राइस कुकर इनर पॉट मोल्ड्स, फैन ब्लेड इंजेक्शन मोल्ड्स और वैक्यूम क्लीनर हाउसिंग मोल्ड्स शामिल हैं।

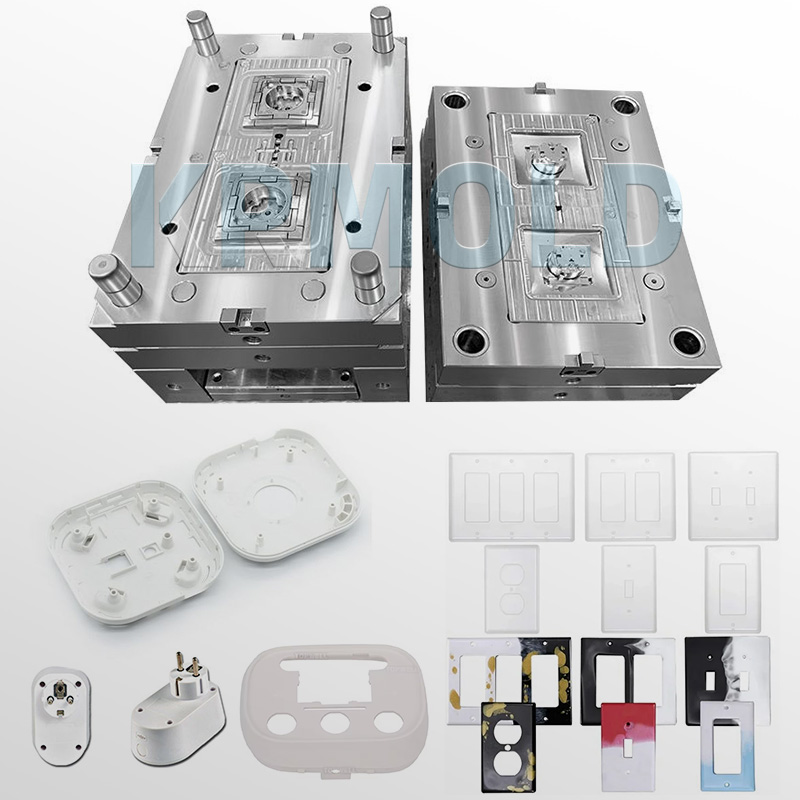
आधुनिक छोटे उपकरणों में अक्सर जटिल संरचनात्मक डिजाइन होते हैं, विशेष रूप से पतली दीवार वाले भागों और उल्टे संरचनाओं के लिए।
पतली दीवार वाले भागों, जैसे कि चावल कुकर के आवास और वैक्यूम क्लीनर डस्ट कनस्तरों के लिए, केआरएमोल्ड आमतौर पर मोल्डों को डिज़ाइन करते समय आंतरिक स्लाइड कोर पुलिंग तकनीक को अपनाता है, जो एक महीन प्लास्टिक प्रवाह को प्राप्त करने और इंजेक्शन प्रक्रिया के दौरान पतली दीवार वाले भागों के विरूपण से बचने में मदद कर सकता है। इसके अलावा, उल्टे ढांचे वाले भागों (जैसे कि वैक्यूम क्लीनर डस्ट बिन के अंदर का उल्टा डिज़ाइन) के लिए, डिज़ाइनर अक्सर रिवर्स पंक्तियों के साथ घुमावदार पिन या आंतरिक स्लाइडर्स और झुकाव वाले पिन के संयोजन का उपयोग करते हैं ताकि यह सुनिश्चित किया जा सके कि इन जटिल संरचनाओं को ठंडा होने के बाद आसानी से डिमोल्ड किया जा सके, जिससे भाग की अखंडता बनी रहे।
छोटे उपकरण आवास मोल्डिंग प्रक्रिया
——
(1) प्लास्टिक पिघलाना
छोटे उपकरण घटकों के लिए प्लास्टिक कच्चे माल को इंजेक्शन मोल्डिंग मशीन के चार्जिंग सिलेंडर में पिघला हुआ अवस्था में गर्म किया जाता है। पिघलने की प्रक्रिया को आमतौर पर इंजेक्शन प्रक्रिया के दौरान प्लास्टिक के प्रवाह को सुनिश्चित करने के लिए तापमान नियंत्रण प्रणाली द्वारा नियंत्रित किया जाता है। प्लास्टिक के प्रकार और उत्पाद की आवश्यकताओं के आधार पर सामान्य तापमान नियंत्रण 200 डिग्री सेल्सियस से 350 डिग्री सेल्सियस तक होता है।
(2) इंजेक्शन चरण
पिघले हुए प्लास्टिक को इंजेक्शन स्क्रू (या पिस्टन) के माध्यम से उच्च दबाव पर छोटे उपकरणों के इंजेक्शन मोल्ड की गुहा में धकेला जाता है। इस चरण में इंजेक्शन की गति, इंजेक्शन दबाव और स्क्रू रोटेशन की गति को नियंत्रित करने की आवश्यकता होती है ताकि यह सुनिश्चित किया जा सके कि प्लास्टिक समान रूप से पूरे गुहा को भरता है ताकि हवा के बुलबुले, जलन और अन्य दोषों से बचा जा सके।
(3) दबाव संरक्षण चरण
पिघले हुए प्लास्टिक के इंजेक्शन के बाद, इंजेक्शन मोल्डिंग मशीन एक निश्चित दबाव बनाए रखने के लिए सुनिश्चित करती है कि प्लास्टिक पूरी तरह से मोल्ड गुहा को भर दे, ताकि ठंडा होने के कारण सिकुड़न से बचा जा सके जिसके परिणामस्वरूप तैयार छोटे उपकरणों का आकार अस्थिर हो जाता है। होल्डिंग प्रेशर आमतौर पर इंजेक्शन प्रेशर से कम होता है, लेकिन प्लास्टिक के हिस्से की अखंडता और परिशुद्धता सुनिश्चित करने के लिए एक निश्चित अवधि के लिए बनाए रखा जाता है।
(4) शीतलन चरण
प्लास्टिक के हिस्से मोल्ड में ठंडा होने की अवधि से गुजरते हैं, और यह चरण मोल्डिंग प्रक्रिया के सबसे महत्वपूर्ण भागों में से एक है। प्लास्टिक के तापमान को जल्दी से कम करने और इसे जमने देने के लिए मोल्ड में कूलिंग चैनलों के माध्यम से ठंडा पानी आमतौर पर प्रसारित किया जाता है। ठंडा होने का समय मोल्ड निर्माण, प्लास्टिक सामग्री और दीवार की मोटाई जैसे कारकों से प्रभावित होता है। पतली दीवार वाले डिज़ाइन वाले हिस्सों का ठंडा होने का समय कम होता है, आमतौर पर 30 सेकंड से 2 मिनट के बीच।
(5) डिमोल्डिंग चरण
ठंडा होने के बाद, मोल्ड खुलता और बंद होता है, और छोटे घरेलू उपकरण प्लास्टिक के हिस्सों को मोल्ड से बाहर निकाला जाता है। डिमोल्डिंग प्रक्रिया के दौरान, यह सुनिश्चित करने के लिए कि कोई नुकसान न हो, भाग के आकार और संरचना को ध्यान में रखना आवश्यक है। जटिल भागों के लिए, कोर-एक्सट्रैक्शन मैकेनिज्म और स्लाइडर सिस्टम जैसी तकनीकों का उपयोग आमतौर पर उत्पाद की सुचारू डिमोल्डिंग सुनिश्चित करने के लिए किया जाता है।
छोटे उपकरण आवास मोल्ड अनुप्रयोग
—

केआरएमोल्ड क्यों चुनें?
—
1.वन-स्टॉप पूर्ण-प्रक्रिया सेवा
हम आवश्यकताओं को एकीकृत करने, मोल्ड डिजाइन और विनिर्माण से लेकर डिलीवरी और बिक्री के बाद की सेवा तक पूर्ण प्रक्रिया सेवा प्रदान करते हैं।
तकनीकी टीम ग्राहक के उत्पाद डिजाइन चरण में गहराई से शामिल है, मोल्ड संरचना का अनुकूलन और मोल्ड प्रवाह विश्लेषण सॉफ्टवेयर (जैसे ऑटोडेस्क मोल्डफ्लो, यूजीएनएक्स) के माध्यम से मोल्ड चित्र डिजाइन करना। ± 0.02 मिमी परिशुद्धता प्राप्त करने के लिए आयातित सीएनसी, शैडिक वायर कटिंग मशीन, मिरर डिस्चार्ज उपकरण और अन्य सटीक प्रसंस्करण उपकरणों से लैस;
हमारे पास सिल्क स्क्रीन प्रिंटिंग, वेल्डिंग, छिड़काव आदि जैसे माध्यमिक प्रसंस्करण का समर्थन करने के लिए एक बड़े पैमाने पर बुद्धिमान कार्यशाला है। हम आईएसओ13485 और आईएटीएफ16949 की गुणवत्ता प्रणाली को सख्ती से लागू करते हैं; इस बीच, हम मुफ्त परिवहन, नियमित मोल्ड रखरखाव और एक साल की वारंटी सेवा प्रदान करते हैं।
2.पूर्ण गुणवत्ता नियंत्रण प्रणाली
आउटगोइंग प्रोसेसिंग में देरी से बचने के लिए, मकिनो पांच-अक्ष मशीनिंग केंद्र, हाईटियन इंजेक्शन मोल्डिंग मशीन और देश-विदेश में अन्य प्रसिद्ध उपकरणों का उपयोग करते हुए एक पूर्ण श्रृंखला उत्पादन कार्यशाला है। सीएमएम समन्वय मापने वाली मशीन, तीन-आयामी निरीक्षण उपकरण के माध्यम से प्रमुख आयामों का पूर्ण निरीक्षण, पीडीसीए चक्र गुणवत्ता प्रबंधन का कार्यान्वयन। इस बीच, हम इंजेक्शन मोल्ड्स की पूरी गुणवत्ता निरीक्षण रिपोर्ट प्रदान करते हैं।
3.परियोजना अनुसूची की गारंटी के लिए सटीक वितरण नियंत्रण
डिजिटल प्रबंधन के माध्यम से, आदेश की शुरुआत से उत्पादन प्रगति की निगरानी, विभिन्न आदेशों और डिलीवरी की तारीख के लिए डेटा की निगरानी, एक बार ऐसे कारक हैं जो देरी हो सकती है, तुरंत उत्पादन कार्यक्रम में तेजी लाने की व्यवस्था करें, ताकि यह सुनिश्चित हो सके कि ग्राहक डिलीवरी अवधि में प्लास्टिक इंजेक्शन मोल्ड के निर्माण को पूरा कर सके।
प्लास्टिक के प्रकार (जैसे पीपी, एबीएस) और पोस्ट-प्रोसेसिंग आवश्यकताओं (जैसे छिड़काव, सिल्क स्क्रीन प्रिंटिंग) को निर्दिष्ट करें, और 2 डी या 3 डी प्लास्टिक भाग चित्र प्रदान करें। साथ ही, उत्पादन मात्रा, उपस्थिति आवश्यकताओं, सहनशीलता मानकों आदि को प्रदान करें।
आम तौर पर, हमारे इंजीनियर ग्राहक द्वारा पूरी उत्पादन आवश्यकताओं को प्रस्तुत करने के तुरंत बाद कोटेशन तैयार करना शुरू कर देंगे। आमतौर पर इसमें लगभग 1-3 दिन लगते हैं।
नियमित इंजेक्शन मोल्ड्स के लिए लीड टाइम आमतौर पर 30-60 दिन होता है, और जटिल मोल्ड्स के लिए यह अधिक लंबा हो सकता है। उदाहरण के लिए, लिक्विड सिलिकॉन मोल्ड्स के लिए सामान्य लीड टाइम लगभग 60 दिन होता है, जिसमें डिज़ाइन, निर्माण, मोल्ड परीक्षण आदि शामिल होते हैं।
उच्च परिशुद्धता प्रसंस्करण प्रौद्योगिकी: उच्च परिशुद्धता उपकरण जैसे कि सीएनसी मशीनिंग सेंटर (सीएनसी) और इलेक्ट्रिक डिस्चार्ज मशीनिंग (ईडीएम) का उपयोग सीएडी/सीएएम सॉफ्टवेयर के संयोजन में डिजाइन प्रक्रिया को अनुकूलित करने के लिए किया जाता है। गुणवत्ता नियंत्रण: समन्वय मापक मशीन (सीएमएम) द्वारा मोल्ड के प्रमुख आयामों का निरीक्षण और परीक्षण मोल्डिंग चरण के दौरान कई नमूना बैचों का सत्यापन। सामग्री का चयन: डाई नट्स के जीवन को बढ़ाने के लिए उच्च घिसाव प्रतिरोध (जैसे H13, S136) और सतह उपचार (जैसे नाइट्राइडिंग, क्रोम प्लेटिंग) वाले डाई स्टील का उपयोग करें।
हर 50,000 मोल्ड के बाद, गाइड पिलर, इजेक्टर पिन और अन्य घिसे हुए हिस्सों की जाँच करें, और मोल्ड की सतह पर बचे हुए प्लास्टिक और जंग को साफ करें। घर्षण हानि को कम करने के लिए स्लाइडिंग भागों (जैसे टिल्ट टॉप, स्लाइडर) के लिए उच्च तापमान वाले ग्रीस का उपयोग करें। सुनिश्चित करें कि पानी का सर्किट सुचारू है और तापमान का अंतर ≤5℃ है ताकि थर्मल तनाव के कारण मोल्ड के टूटने से बचा जा सके।
सामग्री की मोल्ड लागत लगभग 30-40% (जैसे कि 1 टन P20 स्टील की कीमत लगभग 20,000 युआन) के लिए जिम्मेदार है, प्रसंस्करण लागत 50% से अधिक (सीएनसी श्रम प्रति घंटा दर लगभग 80-150 युआन / घंटा) के लिए जिम्मेदार है। छोटे बैच उत्पादन एल्यूमीनियम मोल्ड चुन सकते हैं या संरचनात्मक डिजाइन को सरल बना सकते हैं; जीवन को बढ़ाने के लिए कार्बाइड आवेषण का उपयोग करने के लिए 100,000 से अधिक टुकड़ों की सिफारिश की जाती है!
मोल्ड इंजेक्शन उत्पादों को डिजाइन आवश्यकताओं (जैसे आकार, उपस्थिति) को पूरी तरह से पूरा करने की आवश्यकता है, और निरंतर और स्थिर उत्पादन हो सकता है। मोल्ड मार्किंग, निरीक्षण रिपोर्ट (जैसे सामग्री कठोरता परीक्षण) और इंजीनियरिंग चित्र पूर्ण होने चाहिए।
मोल्ड स्टील (जैसे S136H, एनएके80 और अन्य आयातित सामग्री अधिक महंगी होती हैं) और मोल्ड भ्रूण के प्रकार (एल्यूमीनियम मोल्ड की अल्पकालिक लागत कम होती है, लेकिन जीवन छोटा होता है) सीधे लागत को प्रभावित करते हैं, पाजी/सीएई/कैम डिजाइन प्रौद्योगिकी, हॉट रनर सिस्टम आदि के उपयोग से अग्रिम निवेश में वृद्धि होगी, लेकिन दीर्घकालिक लाभ (जैसे स्प्रूज़ को कम करना, उत्पादन क्षमता में वृद्धि) को बढ़ाया जा सकता है।


