
कार के दरवाज़े के पैनल के लिए इंजेक्शन मोल्ड का विवरण
——
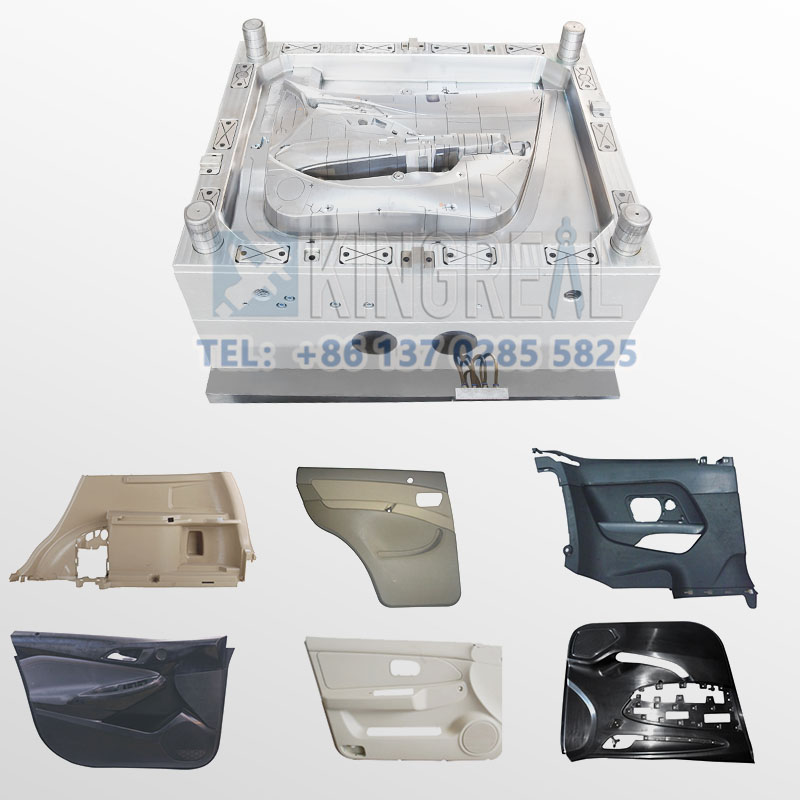
KRMOLD चीन की एक पेशेवर प्लास्टिक इंजेक्शन मोल्ड निर्माता कंपनी है, जिसके पास उत्पादन की बेहतरीन क्षमता और प्लास्टिक इंजेक्शन मोल्ड के क्षेत्र में परियोजनाओं का व्यापक अनुभव है। उदाहरण के लिए, ऑटोमोटिव डोर पैनल इंजेक्शन मोल्ड, ऑटोमोटिव इंजेक्शन मोल्ड उद्योग में सबसे बड़े इंजेक्शन मोल्डों में से एक है, जिसका उपयोग ऑटोमोटिव इंटीरियर डोर पैनल के उत्पादन में मुख्य उपकरण के रूप में किया जाता है।
ऑटोमोबाइल दरवाजों के पैनलों में आमतौर पर उच्च चमक वाली सतह और चमड़े की सतह होती है, यह सुनिश्चित करना आवश्यक है कि उन पर कोई धब्बे, वेल्डिंग के निशान और अन्य दोष न हों, जो इंजेक्शन मोल्डिंग द्वारा जटिल सतहों की उच्च मांग है। दरवाजों के पैनलों में अक्सर अंदर और बाहर कई उल्टे बकल लगे होते हैं, जिसके लिए मोल्ड से प्लास्टिक को निकालने के लिए कोर मैकेनिज्म के प्लास्टिक इंजेक्शन मोल्ड की आवश्यकता होती है।
KRMOLD ऑटो डोर ट्रिम मोल्ड में नीडल वाल्व प्रकार के अनुक्रमिक वाल्व हॉट रनर का उपयोग किया जाता है, जिसमें सामान्य रनर फीडिंग होती है, जैसे कि 4 या 10 हॉट नोजल, ताकि फ्यूजन के निशान से बचा जा सके और फिलिंग प्रेशर को अनुकूलित किया जा सके। ऑटोमोटिव डोर पैनल इंजेक्शन मोल्ड में फैन गेट या बनाना गेट को प्राथमिकता दी जाती है, और प्रेशर लॉस को कम करने के लिए रनर की लंबाई आमतौर पर 60-100 मिमी के बीच नियंत्रित की जाती है।

कार के दरवाज़े के पैनल के इंजेक्शन मोल्ड की डिज़ाइन विशेषताएँ
——
हमारा लाभ

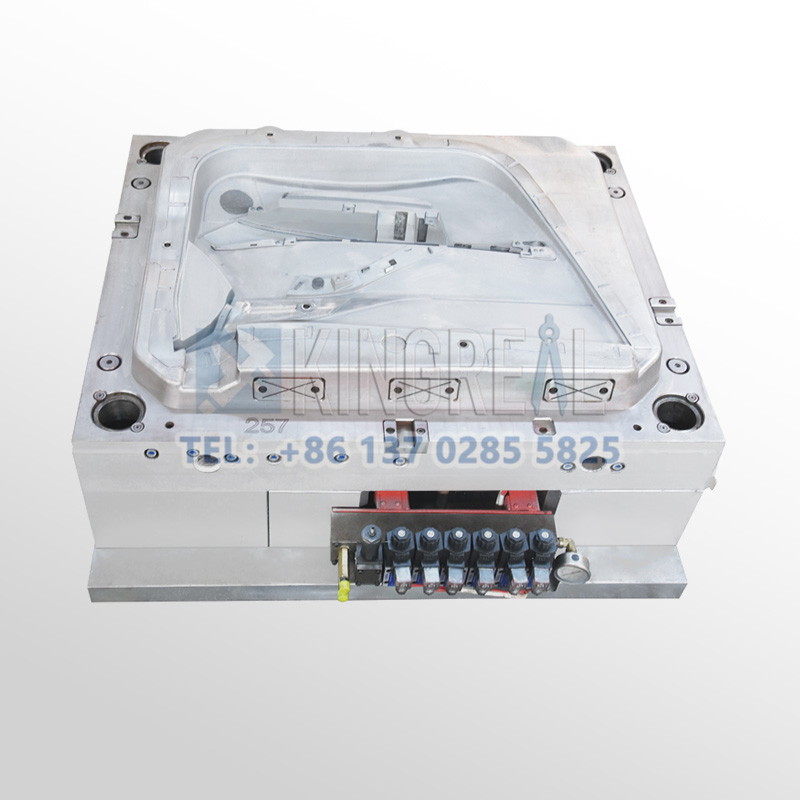
ऑटोमोबाइल डोर पैनल इंजेक्शन मोल्ड में एकीकृत स्थिर और गतिशील मोल्ड डिज़ाइन का उपयोग किया गया है, जिसमें P20/2738 को मुख्य सामग्री के रूप में इस्तेमाल किया गया है। मोल्ड की AB प्लेटें चार-तरफ़ा किनारे-बंद संरचना का उपयोग करती हैं, जो मज़बूती और सघनता सुनिश्चित करती हैं। प्रमुख संरचनात्मक तत्वों में कोणीय इजेक्टर ब्लॉक, पुश ब्लॉक और मेश होल डिज़ाइन शामिल हैं। कोणीय इजेक्टर ब्लॉकों पर विशेष ध्यान देने की आवश्यकता है ताकि पुर्जों के चिपकने या सतह पर खरोंच लगने से बचा जा सके, विशेष रूप से घने मेश पैटर्न वाले क्षेत्रों (जैसे स्पीकर ग्रिल) में।

इस मोल्ड में 10-पॉइंट अनुक्रमिक वाल्व हॉट रनर सिस्टम का उपयोग किया गया है, जो कोल्ड रनर्स और केले के आकार के गेट्स से जुड़ा हुआ है। PP/EPDM (पॉलीप्रोपाइलीन/एथिलीन प्रोपाइलीन डायीन मोनोमर) सामग्री उच्च तरलता प्रदान करती है, जिससे लचीले रनर डिज़ाइन संभव हो पाते हैं। दबाव हानि को कम करने और सतह की गुणवत्ता सुनिश्चित करने के लिए, कोल्ड रनर की लंबाई ≤60 मिमी (पसंदीदा) या ≤100 मिमी (अधिकतम) तक सीमित है। यह कॉन्फ़िगरेशन कॉस्मेटिक सतहों (A-सतहों) पर वेल्ड लाइनों को प्रभावी ढंग से समाप्त कर देता है।

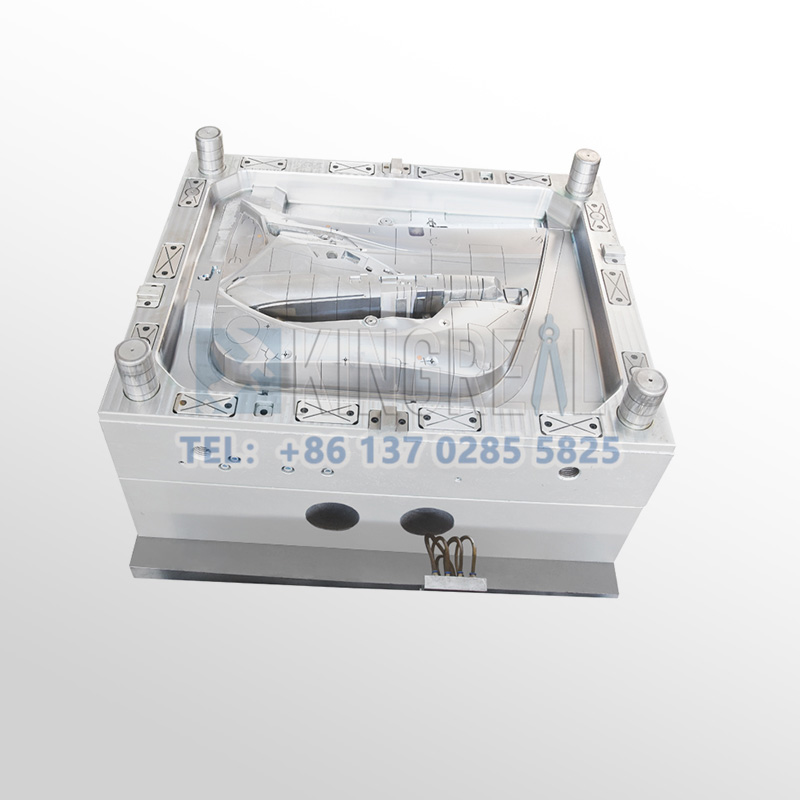
कार के इंटीरियर के महत्वपूर्ण घटकों में से एक होने के नाते, कार के दरवाज़े के निचले पैनल की दिखावट की गुणवत्ता की बहुत मांग होती है। इसलिए, तापमान नियंत्रण प्रणाली के डिज़ाइन के फायदे और नुकसान इंजेक्शन मोल्ड की मोल्डिंग दक्षता और उत्पाद की गुणवत्ता पर व्यापक प्रभाव डालते हैं।
d"ऑटोमोटिव डोर पैनल इंजेक्शन मोल्ड में तापमान नियंत्रण प्रणाली का अभिनव "सीधा पानी का पाइप + झुका हुआ पानी का पाइप + कुआँ" संयोजन अपनाया गया है, जो न केवल प्लास्टिक भागों की एकसमान शीतलन सुनिश्चित करता है, मोल्डिंग चक्र को छोटा करता है, बल्कि ऑटोमोटिव डोर पैनल के तैयार उत्पादों की गुणवत्ता में भी सुधार करता है, जो उच्च दिखावट प्रदर्शन आवश्यकताओं वाले इंजेक्शन मोल्ड के लिए बहुत उपयुक्त है।
कार के दरवाज़े के पैनल के इंजेक्शन मोल्ड की तकनीकी विशिष्टताएँ
——
| मोल्ड सामग्री | पी20/718/738/एनएके80/एस136/2344.आदि. |
| डिजाइन सॉफ्टवेयर | Solidworks/PROE/UG/CAD.ETC. |
| प्लास्टिक सामग्री | एबीएस/पीपी/पीएस/पीई/पीवीसी/पीए6 और अन्य |
| इंजेक्शन धावक | हॉट रनर\ कोल्ड रनर |
| मोल्डिंग कैविटी | एकल गुहा |
| मोल्ड का आकार | 1190*930*720 मिमी |
| मोल्ड बेस | एक्ससी48 |
| मोल्ड लाइफ | 250k-300k शॉट्स |
कार के दरवाज़े के पैनल के लिए इंजेक्शन मोल्ड की कार्यप्रणाली
——

गैस-सहायता प्राप्त इंजेक्शन मोल्डिंग
गैस की सुई आमतौर पर इंजेक्शन मोल्ड की गुहा के निचले भाग के मध्य क्षेत्र में स्थापित की जाती है, जो उच्च दबाव वाले नाइट्रोजन के माध्यम से पिघले हुए प्लास्टिक को इंजेक्ट करती है ताकि मोटी दीवार वाले हिस्से में एक मध्यम वायु चैनल बन सके, जिससे सामग्री की मात्रा 40% तक कम हो जाती है।
टेलगेट ट्रिम मोल्ड को गैस नीडल के माध्यम से सीधे कैविटी में इंजेक्ट किया जाता है और गेट के पास इस तरह से रखा जाता है कि गैस का प्रवाह पिघले हुए पदार्थ की दिशा में ही हो। गैस होल्डिंग स्टेज पारंपरिक इंजेक्शन मोल्डिंग में मोटी दीवारों वाले क्षेत्रों में होने वाले सिकुड़न के निशान और विकृति को खत्म कर सकती है, और डोर पैनल की सतह की फिनिशिंग में काफी सुधार किया जा सकता है, जो ऑटोमोटिव इंटीरियर ट्रिम पार्ट्स की उच्च दिखावट संबंधी आवश्यकताओं को पूरा कर सकता है।
KRMOLD टेलगेट ट्रिम पैनल मोल्ड गैस-सहायता प्राप्त तकनीक को अपनाता है और Moldex3D सिमुलेशन के माध्यम से फिलिंग मापदंडों (गैस विलंब समय 0.5 सेकंड, दबाव 4.5 एमपीए) को अनुकूलित करता है, जिससे अंततः 43.1 मिमी की दीवार की मोटाई वाले मोटे-दीवार वाले क्षेत्र में कोई सिकुड़न का निशान नहीं रहता है।

दो-शॉट इंजेक्शन मोल्डिंग में, एक ही इंजेक्शन मोल्डिंग चक्र में अलग-अलग रंगों या सामग्रियों के प्लास्टिक को दो भागों में इंजेक्ट किया जाता है, और मिश्रित संरचना प्राप्त करने के लिए मोल्ड को घुमाया या बदला जाता है। ऑटोमोटिव डोर पैनल इंजेक्शन मोल्ड में, 2K इंजेक्शन मोल्डिंग का उपयोग आमतौर पर कठोर ढांचे (जैसे, PC/ABS) को मुलायम सतहों (जैसे, TPE) के साथ मिलाकर इंटीरियर के आराम को बढ़ाने और कठोर चिपकने वाले पदार्थ और इलास्टोमर (जैसे, LSR) के संयोजन के माध्यम से जलरोधी सील प्राप्त करने के लिए किया जाता है।
दो रंगों का इंजेक्शन करने के लिए इंजेक्शन मोल्ड पीछे वाले मोल्ड को 180° घुमाता है, जबकि सामने वाला मोल्ड स्थिर रहता है ताकि दोनों इंजेक्शनों के बीच कैविटी का संरेखण सटीक हो (सहनशीलता ±0.01 मिमी)। डबल टॉप स्टिक सिस्टम स्वतंत्र रूप से काम करता है, स्प्रिंग रीसेट घूर्णीय हस्तक्षेप से बचाता है, डीमोल्डिंग ढलान >1.5° (खुरदरी चमड़े की सतह के लिए)।
केआरएमओल्ड के बारे में
——
KRMOLD सटीक मोल्ड डिजाइन और उत्पादन के क्षेत्र में विशेषज्ञता रखती है, जिसमें 200 से अधिक पेशेवर तकनीशियनों की विनिर्माण टीम, 30 से अधिक इंजीनियरों की तकनीकी अनुसंधान एवं विकास टीम और बिक्री-पूर्व परामर्श से लेकर बिक्री-पश्चात रखरखाव तक पूर्ण-चक्र सेवा टीम शामिल है, जो मोल्ड डिजाइन, सटीक प्रसंस्करण से लेकर इंजेक्शन मोल्डिंग तक संपूर्ण प्रक्रिया सेवाएं प्रदान करती है।
हमें क्यों चुनें?
1. एक ही स्थान पर संपूर्ण प्रक्रिया सेवा
हम आवश्यकताओं के एकीकरण, मोल्ड डिजाइन और निर्माण से लेकर डिलीवरी और बिक्री के बाद की सेवा तक पूर्ण प्रक्रिया सेवा प्रदान करते हैं।
तकनीकी टीम ग्राहक के उत्पाद डिजाइन चरण में गहराई से शामिल होती है, मोल्ड संरचना को अनुकूलित करती है और मोल्ड प्रवाह विश्लेषण सॉफ्टवेयर (जैसे ऑटोडस्क मोल्डफ्लो, यूजीएनएक्स) के माध्यम से मोल्ड ड्राइंग तैयार करती है। आयातित सीएनसी, शैडिक वायर कटिंग मशीन, मिरर डिस्चार्ज उपकरण और अन्य सटीक प्रसंस्करण उपकरणों से लैस होने के कारण ±0.02 मिमी की सटीकता प्राप्त की जाती है।
हमारे पास सिल्क-स्क्रीन प्रिंटिंग, वेल्डिंग, स्प्रेइंग आदि जैसी द्वितीयक प्रक्रियाओं के लिए एक विशाल और अत्याधुनिक कार्यशाला है। हम ISO13485 और IATF16949 की गुणवत्ता प्रणाली का कड़ाई से पालन करते हैं; साथ ही, हम मुफ्त परिवहन, नियमित मोल्ड रखरखाव और एक वर्ष की वारंटी सेवा प्रदान करते हैं।
2. संपूर्ण गुणवत्ता नियंत्रण प्रणाली
हमारे पास एक पूर्ण श्रृंखला उत्पादन कार्यशाला है, जिसमें माकिनो फाइव-एक्सिस मशीनिंग सेंटर, हैती की इंजेक्शन मोल्डिंग मशीनें और देश-विदेश के अन्य प्रसिद्ध उपकरण उपयोग किए जाते हैं ताकि उत्पादन प्रक्रिया में देरी न हो। सीएमएम कोऑर्डिनेट मेजरिंग मशीन और त्रि-आयामी निरीक्षण उपकरण के माध्यम से प्रमुख आयामों का पूर्ण निरीक्षण किया जाता है और पीडीसीए चक्र गुणवत्ता प्रबंधन लागू किया जाता है। साथ ही, हम इंजेक्शन मोल्ड की संपूर्ण गुणवत्ता निरीक्षण रिपोर्ट प्रदान करते हैं।
3. परियोजना के निर्धारित समय का पालन सुनिश्चित करने के लिए सटीक वितरण नियंत्रण।
डिजिटल प्रबंधन के माध्यम से, ऑर्डर की शुरुआत से ही उत्पादन प्रगति की निगरानी की जाती है, विभिन्न ऑर्डरों और डिलीवरी तिथि के डेटा की निगरानी की जाती है, और यदि कोई ऐसे कारक हैं जिनसे देरी हो सकती है, तो उत्पादन कार्यक्रम को गति देने की तत्काल व्यवस्था की जाती है, ताकि यह सुनिश्चित किया जा सके कि ग्राहक को डिलीवरी अवधि के भीतर प्लास्टिक इंजेक्शन मोल्ड का निर्माण पूरा हो जाए।
प्लास्टिक के प्रकार (जैसे पीपी, एबीएस) और पोस्ट-प्रोसेसिंग आवश्यकताओं (जैसे छिड़काव, सिल्क स्क्रीन प्रिंटिंग) को निर्दिष्ट करें, और 2 डी या 3 डी प्लास्टिक भाग चित्र प्रदान करें। साथ ही, उत्पादन मात्रा, उपस्थिति आवश्यकताओं, सहनशीलता मानकों आदि को प्रदान करें।
आम तौर पर, हमारे इंजीनियर ग्राहक द्वारा पूरी उत्पादन आवश्यकताओं को प्रस्तुत करने के तुरंत बाद कोटेशन तैयार करना शुरू कर देंगे। आमतौर पर इसमें लगभग 1-3 दिन लगते हैं।
नियमित इंजेक्शन मोल्ड्स के लिए लीड टाइम आमतौर पर 30-60 दिन होता है, और जटिल मोल्ड्स के लिए यह अधिक लंबा हो सकता है। उदाहरण के लिए, लिक्विड सिलिकॉन मोल्ड्स के लिए सामान्य लीड टाइम लगभग 60 दिन होता है, जिसमें डिज़ाइन, निर्माण, मोल्ड परीक्षण आदि शामिल होते हैं।
उच्च परिशुद्धता प्रसंस्करण प्रौद्योगिकी: उच्च परिशुद्धता उपकरण जैसे कि सीएनसी मशीनिंग सेंटर (सीएनसी) और इलेक्ट्रिक डिस्चार्ज मशीनिंग (ईडीएम) का उपयोग सीएडी/सीएएम सॉफ्टवेयर के संयोजन में डिजाइन प्रक्रिया को अनुकूलित करने के लिए किया जाता है। गुणवत्ता नियंत्रण: समन्वय मापक मशीन (सीएमएम) द्वारा मोल्ड के प्रमुख आयामों का निरीक्षण और परीक्षण मोल्डिंग चरण के दौरान कई नमूना बैचों का सत्यापन। सामग्री का चयन: डाई नट्स के जीवन को बढ़ाने के लिए उच्च घिसाव प्रतिरोध (जैसे H13, S136) और सतह उपचार (जैसे नाइट्राइडिंग, क्रोम प्लेटिंग) वाले डाई स्टील का उपयोग करें।
हर 50,000 मोल्ड के बाद, गाइड पिलर, इजेक्टर पिन और अन्य घिसे हुए हिस्सों की जाँच करें, और मोल्ड की सतह पर बचे हुए प्लास्टिक और जंग को साफ करें। घर्षण हानि को कम करने के लिए स्लाइडिंग भागों (जैसे टिल्ट टॉप, स्लाइडर) के लिए उच्च तापमान वाले ग्रीस का उपयोग करें। सुनिश्चित करें कि पानी का सर्किट सुचारू है और तापमान का अंतर ≤5℃ है ताकि थर्मल तनाव के कारण मोल्ड के टूटने से बचा जा सके।
सामग्री की मोल्ड लागत लगभग 30-40% (जैसे कि 1 टन P20 स्टील की कीमत लगभग 20,000 युआन) के लिए जिम्मेदार है, प्रसंस्करण लागत 50% से अधिक (सीएनसी श्रम प्रति घंटा दर लगभग 80-150 युआन / घंटा) के लिए जिम्मेदार है। छोटे बैच उत्पादन एल्यूमीनियम मोल्ड चुन सकते हैं या संरचनात्मक डिजाइन को सरल बना सकते हैं; जीवन को बढ़ाने के लिए कार्बाइड आवेषण का उपयोग करने के लिए 100,000 से अधिक टुकड़ों की सिफारिश की जाती है!
मोल्ड इंजेक्शन उत्पादों को डिजाइन आवश्यकताओं (जैसे आकार, उपस्थिति) को पूरी तरह से पूरा करने की आवश्यकता है, और निरंतर और स्थिर उत्पादन हो सकता है। मोल्ड मार्किंग, निरीक्षण रिपोर्ट (जैसे सामग्री कठोरता परीक्षण) और इंजीनियरिंग चित्र पूर्ण होने चाहिए।
मोल्ड स्टील (जैसे S136H, एनएके80 और अन्य आयातित सामग्री अधिक महंगी होती हैं) और मोल्ड भ्रूण के प्रकार (एल्यूमीनियम मोल्ड की अल्पकालिक लागत कम होती है, लेकिन जीवन छोटा होता है) सीधे लागत को प्रभावित करते हैं, पाजी/सीएई/कैम डिजाइन प्रौद्योगिकी, हॉट रनर सिस्टम आदि के उपयोग से अग्रिम निवेश में वृद्धि होगी, लेकिन दीर्घकालिक लाभ (जैसे स्प्रूज़ को कम करना, उत्पादन क्षमता में वृद्धि) को बढ़ाया जा सकता है।


