
कार फेंडर इंजेक्शन मोल्ड की विशिष्टताएँ
——
| मोल्ड बेस | एलकेएम, हास्को, डीएमई, आदि |
| मोल्ड कैविटी/कोर सामग्री | P20, H13, 2738, S136, 718, आदि |
| साँचे की खोह | अकेला |
| मोल्ड सटीकता | ±0.01-0.05 मिमी |
| मोल्ड प्रकार | 1+1 फैमिली मोल्ड, कोल्ड रनर |
| मोल्ड स्टील | 718एच |
| मोल्ड का आकार | 245×183 मिमी |
| मोल्ड जीवनकाल | 50,000 बार |
| दरवाज़ा | पनडुब्बी गेट, साइड/एज गेट |
| कार फेंडर की सटीकता | ±0.1~0.5 मिमी |
| प्लास्टिक सामग्री | पेट |
कार फेंडर इंजेक्शन मोल्ड का संक्षिप्त परिचय
——
इंजेक्शन मोल्ड सटीक उत्पादन उपकरण हैं जिन्हें विभिन्न प्रकार के पिघले हुए प्लास्टिक को मोल्ड कैविटी में इंजेक्ट करके और फिर ठंडा करके प्लास्टिक उत्पादों को बाहर निकालकर प्लास्टिक उत्पादों के बड़े पैमाने पर उत्पादन के लिए डिज़ाइन किया गया है। उच्च परिशुद्धता और अनुकूलन जैसी बड़े पैमाने पर उत्पादन की विशेषताओं के कारण इंजेक्शन मोल्ड ऑटोमोटिव इंटीरियर और एक्सटीरियर प्लास्टिक पार्ट्स के लिए सबसे महत्वपूर्ण उत्पादन उपकरणों में से एक हैं, और उच्च तापमान प्रतिरोधी कच्चे माल की इंजेक्शन मोल्डिंग की उत्पादन आवश्यकताओं को पूरा कर सकते हैं, जैसे कि ऑटोमोटिव डैशबोर्ड इंजेक्शन मोल्ड, ऑटोमोटिव डोर पैनल, ऑटोमोटिव बैटरी शेल इंजेक्शन मोल्ड और चार्जिंग इंटरफेस इंजेक्शन मोल्ड और अन्य प्रमुख पार्ट्स।
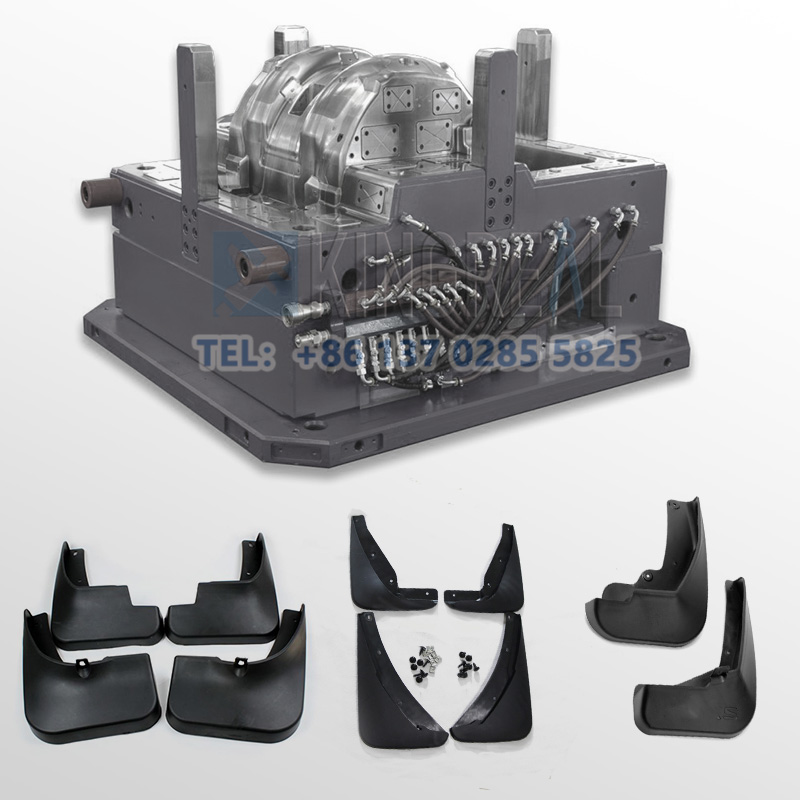
कार फेंडर इंजेक्शन मोल्ड दो भागों से मिलकर बना होता है: गतिशील मोल्ड (कोर) और स्थिर मोल्ड (कैविटी)। बंद होने पर ये दोनों भाग कैविटी और पोरिंग सिस्टम बनाते हैं, और उच्च दबाव से पिघले हुए प्लास्टिक जैसे ABS या PP को इंजेक्ट करते हैं, जो ठंडा होकर जम जाता है और अंततः प्लास्टिक कार फेंडर तैयार हो जाता है। कार फेंडर इंजेक्शन मोल्ड की पूरी प्रक्रिया में मोल्ड को बंद करना, गोंद इंजेक्ट करना और फिर मोल्डिंग करना शामिल है, जो बहुत जटिल और पेचीदा है। इस प्रक्रिया में क्लैम्पिंग, गोंद इंजेक्शन, दबाव बनाए रखना, ठंडा करना, मोल्ड खोलना और उठाना आदि चरण शामिल हैं। इंजेक्शन मोल्ड कैविटी की सटीकता सीधे कार फेंडर उत्पादों की सटीकता और सतह परिशुद्धता निर्धारित करती है।
KRMOLD कार फेंडर इंजेक्शन मोल्ड कैविटी में अलग-अलग मोटाई की दीवारें बनाई गई हैं, जो पारंपरिक 2 मिमी बॉडी मोटाई से घटकर 1.5 मिमी तक हो गई हैं। साथ ही, इंजेक्शन मोल्डिंग की मजबूती सुनिश्चित करने के लिए स्थानीय मोटाई को 1.8-2.5 मिमी तक बढ़ाया गया है। KRMOLD की इस विशिष्ट डिज़ाइन की मदद से कार फेंडर इंजेक्शन मोल्ड 300 ग्राम से अधिक वजन वाले कार फेंडर उत्पाद तैयार कर सकता है, जो ऑटोमोटिव उद्योग की विकास आवश्यकताओं के अनुरूप है।

कार फेंडर इंजेक्शन मोल्ड की निर्माण प्रक्रिया
——

ग्राहकों द्वारा उत्पादित किए जाने वाले कार फेंडर उत्पादों के क्लाउड डेटा की 3डी स्कैनिंग (सटीकता 0.005 मिमी तक पहुंच सकती है) के माध्यम से, हम मोल्ड संरचना अनुकूलन और पार्टिंग सतह नियोजन करते हैं।
मोल्ड फ्लो विश्लेषण और हीट बैलेंस डिजाइन के माध्यम से कास्टिंग सिस्टम के सिमुलेशन डिजाइन को पूरा किया गया, और अंत में इजेक्शन और कोर एक्सट्रैक्शन मैकेनिज्म के डिजाइन को पूरा किया गया।

कार फेंडर इंजेक्शन मोल्ड के कैविटी और कोर के लिए कच्चे माल के रूप में प्री-हार्डन्ड स्टील P20 या H13 का चयन करें, गैन्ट्री मिलिंग मशीन द्वारा रफ मशीनिंग पूरी करें, और 5-एक्सिस न्यूमेरिकल कंट्रोल CNC मशीनिंग द्वारा सटीक मशीनिंग के बाद EDM द्वारा ग्रेफाइट इलेक्ट्रोड प्रोसेसिंग पूरी करें। अंत में, इंजेक्शन मोल्ड के सटीक क्षेत्र में अल्ट्रासोनिक पॉलिशिंग प्रक्रिया पूरी की जाती है।

केआरएमओल्ड के पास एक संपूर्ण गुणवत्ता नियंत्रण प्रक्रिया है, जिसमें एक पेशेवर गुणवत्ता निरीक्षण टीम और उन्नत द्वि-आयामी और त्रि-आयामी गुणवत्ता निरीक्षण उपकरण शामिल हैं, ताकि कारखाने में ग्राहकों के लिए उत्पादित इंजेक्शन मोल्डों के लिए द्वि-आयामी और त्रि-आयामी उपकरण परीक्षण और उत्पादन प्रक्रिया के परीक्षण मोल्ड संशोधन को पूरा किया जा सके।
इंजेक्शन मोल्ड प्रौद्योगिकी डिजाइन
——
1. ऑटो कार फेंडर मोल्ड कास्टिंग सिस्टम: रनर की बर्बादी को कम करने और फिलिंग बैलेंस को बेहतर बनाने के लिए वाल्व गेट के साथ हॉट रनर।
2. कार प्लास्टिक फेंडर फ्लेयर्स मोल्ड कैविटी डिजाइन: हल्के वजन (300 ग्राम/टुकड़ा वजन में कमी) और संरचनात्मक मजबूती के बीच संतुलन प्राप्त करने के लिए रिब लेआउट के साथ विभेदित दीवार की मोटाई (1.5-2.5 मिमी) का संयोजन।
3. ऑटो कार फेंडर मोल्ड मेल्ट फ्लो इंडेक्स (एमएफआई): एबीएस के लिए 20-25 ग्राम/10 मिनट, पीपी के लिए 30-35 ग्राम/10 मिनट (230℃/2.16 किलोग्राम परीक्षण), प्रवाह क्षमता और यांत्रिक गुणों को सुनिश्चित करने के लिए।
4. कार फेंडर इंजेक्शन मोल्ड मोल्ड-फ्लो विश्लेषण (मोल्ड-फ्लो): फिलिंग दर ≥ 95% का सिमुलेशन, वेल्ड लाइन (वेल्ड लाइन) की स्थिति का पूर्वानुमान और मोल्ड संरचना समायोजन के माध्यम से अनुकूलन।
5. कार फेंडर इंजेक्शन मोल्ड ताना-बाना नियंत्रण: तापीय तनाव के कारण होने वाले विरूपण को कम करने के लिए ±0.3 मिमी/मीटर शीतलन सहनशीलता को अपनाएं।
6. कार फेंडर इंजेक्शन मोल्ड बबल उन्मूलन: इंजेक्शन की गति को 3 चरणों (तेज-धीमा-तेज) में नियंत्रित किया जाता है, वैक्यूम वेंटिंग टैंक डिजाइन के साथ, सरंध्रता ≤ 0.5%।
कार फेंडर इंजेक्शन मोल्ड की विशेषताएँ
——
1. हल्के डिज़ाइन के माध्यम से लागत-प्रभावशीलता को कम करें
कार फेंडर इंजेक्शन मोल्ड, टोपोलॉजी ऑप्टिमाइजेशन और ग्लास फाइबर रीइन्फोर्समेंट टेक्नोलॉजी के माध्यम से ऑटोमोटिव इंजेक्शन मोल्डेड पार्ट्स के वजन को प्रभावी ढंग से कम कर सकता है, जिससे पूरी कार का वजन 4-6 किलोग्राम तक कम हो सकता है और ईंधन दक्षता में 2-3% तक सुधार हो सकता है।
ऑटोमोटिव इंजेक्शन मोल्ड में हॉट रनर सिस्टम के डिजाइन के माध्यम से कोल्ड रनर की बर्बादी को कम करने में मदद मिलती है, जिससे ऑटोमोटिव मोल्ड उत्पादन में कच्चे माल की लागत में सालाना 15-20 मिलियन अमेरिकी डॉलर की बचत हो सकती है।
2. कार फेंडर इंजेक्शन मोल्ड की सेवा जीवन में सुधार
कार फेंडर इंजेक्शन मोल्ड का निर्माण 5-एक्सिस लिंकेज मशीनिंग सेंटर द्वारा किया जाता है, अंतिम मोल्ड सीएमएम परीक्षण आईएसओ 2768-एमके स्तर को पूरा करता है, मोल्ड कैविटी की सहनशीलता ±0.02 मिमी है।
कार फेंडर इंजेक्शन मोल्ड में पीवीडी कोटिंग के साथ एसकेडी61 मोल्ड स्टील (एचआरसी 48-52) का उपयोग किया जाता है, जो घिसाव की दर को 60% तक कम करता है और मोल्ड के जीवन को 30,000 बार से बढ़ाकर 120,000 बार करने में मदद करता है।
3. कार फेंडर इंजेक्शन मोल्ड उच्च प्रदर्शन सामग्री अनुकूलता
कार फेंडर इंजेक्शन मोल्ड ABS/PC मिश्र धातु और लॉन्ग ग्लास फाइबर रीइन्फोर्स्ड PP (LFT-PP, फाइबर की लंबाई 10-25mm) को सपोर्ट करता है, जिसका हीट डिफ्लेक्शन तापमान (HDT) 140℃ तक (ISO 75) है। इंजेक्शन मोल्ड में पहले से मिश्रित UV स्टेबलाइजर और एंटीऑक्सीडेंट फॉर्मूलेशन मौजूद हैं और ये SAE J2527 मानक के 2000 घंटे के ज़ेनॉन लैंप एजिंग टेस्ट में भी पास हो चुके हैं।

केआरएमओल्ड के बारे में
—
केआरएमओल्ड सटीक मोल्ड डिजाइन और उत्पादन के क्षेत्र पर ध्यान केंद्रित करता है, जिसमें 200 से अधिक पेशेवर तकनीशियनों की एक विनिर्माण टीम, 30 से अधिक इंजीनियरों की एक तकनीकी अनुसंधान एवं विकास टीम और बिक्री-पूर्व परामर्श से लेकर बिक्री-पश्चात रखरखाव तक को कवर करने वाली एक पूर्ण-चक्र सेवा टीम है, जो मोल्ड डिजाइन, सटीक प्रसंस्करण से लेकर इंजेक्शन मोल्डिंग तक की संपूर्ण प्रक्रिया सेवाएं प्रदान करती है।
केआरएमओल्ड मोल्ड अंतरराष्ट्रीय स्तर के प्रथम श्रेणी के उपकरणों से सुसज्जित है, जैसे कि सीएनसी मशीनिंग सेंटर, जापान माकिनो प्रेसिजन स्पार्क मशीन, जापान शैडिक वायर कटिंग मशीन, जापान तोशिबा इंजेक्शन मोल्डिंग मशीन और अन्य घरेलू और अंतरराष्ट्रीय स्तर पर प्रसिद्ध ब्रांडों के उत्पादन उपकरण, जिससे ± 0.002 मिमी की प्रसंस्करण सटीकता प्राप्त की जा सके और विभिन्न प्रकार के उच्च-सटीकता वाले प्लास्टिक इंजेक्शन मोल्ड की आवश्यकताओं को पूरा किया जा सके।

अक्सर पूछे जाने वाले प्रश्न: कस्टम इंजेक्शन मोल्ड के लिए कोटेशन कैसे प्राप्त करें?
——
प्लास्टिक का प्रकार (जैसे पीपी, एबीएस) और पोस्ट-प्रोसेसिंग संबंधी आवश्यकताएं (जैसे स्प्रेइंग, सिल्क-स्क्रीन प्रिंटिंग) निर्दिष्ट करें, और प्लास्टिक पार्ट के 2डी या 3डी चित्र प्रदान करें। साथ ही, उत्पादन मात्रा, दिखावट संबंधी आवश्यकताएं, सहनशीलता मानक आदि भी प्रदान करें।
प्लास्टिक के प्रकार (जैसे पीपी, एबीएस) और पोस्ट-प्रोसेसिंग आवश्यकताओं (जैसे छिड़काव, सिल्क स्क्रीन प्रिंटिंग) को निर्दिष्ट करें, और 2 डी या 3 डी प्लास्टिक भाग चित्र प्रदान करें। साथ ही, उत्पादन मात्रा, उपस्थिति आवश्यकताओं, सहनशीलता मानकों आदि को प्रदान करें।
आम तौर पर, हमारे इंजीनियर ग्राहक द्वारा पूरी उत्पादन आवश्यकताओं को प्रस्तुत करने के तुरंत बाद कोटेशन तैयार करना शुरू कर देंगे। आमतौर पर इसमें लगभग 1-3 दिन लगते हैं।
नियमित इंजेक्शन मोल्ड्स के लिए लीड टाइम आमतौर पर 30-60 दिन होता है, और जटिल मोल्ड्स के लिए यह अधिक लंबा हो सकता है। उदाहरण के लिए, लिक्विड सिलिकॉन मोल्ड्स के लिए सामान्य लीड टाइम लगभग 60 दिन होता है, जिसमें डिज़ाइन, निर्माण, मोल्ड परीक्षण आदि शामिल होते हैं।
उच्च परिशुद्धता प्रसंस्करण प्रौद्योगिकी: उच्च परिशुद्धता उपकरण जैसे कि सीएनसी मशीनिंग सेंटर (सीएनसी) और इलेक्ट्रिक डिस्चार्ज मशीनिंग (ईडीएम) का उपयोग सीएडी/सीएएम सॉफ्टवेयर के संयोजन में डिजाइन प्रक्रिया को अनुकूलित करने के लिए किया जाता है। गुणवत्ता नियंत्रण: समन्वय मापक मशीन (सीएमएम) द्वारा मोल्ड के प्रमुख आयामों का निरीक्षण और परीक्षण मोल्डिंग चरण के दौरान कई नमूना बैचों का सत्यापन। सामग्री का चयन: डाई नट्स के जीवन को बढ़ाने के लिए उच्च घिसाव प्रतिरोध (जैसे H13, S136) और सतह उपचार (जैसे नाइट्राइडिंग, क्रोम प्लेटिंग) वाले डाई स्टील का उपयोग करें।
हर 50,000 मोल्ड के बाद, गाइड पिलर, इजेक्टर पिन और अन्य घिसे हुए हिस्सों की जाँच करें, और मोल्ड की सतह पर बचे हुए प्लास्टिक और जंग को साफ करें। घर्षण हानि को कम करने के लिए स्लाइडिंग भागों (जैसे टिल्ट टॉप, स्लाइडर) के लिए उच्च तापमान वाले ग्रीस का उपयोग करें। सुनिश्चित करें कि पानी का सर्किट सुचारू है और तापमान का अंतर ≤5℃ है ताकि थर्मल तनाव के कारण मोल्ड के टूटने से बचा जा सके।
सामग्री की मोल्ड लागत लगभग 30-40% (जैसे कि 1 टन P20 स्टील की कीमत लगभग 20,000 युआन) के लिए जिम्मेदार है, प्रसंस्करण लागत 50% से अधिक (सीएनसी श्रम प्रति घंटा दर लगभग 80-150 युआन / घंटा) के लिए जिम्मेदार है। छोटे बैच उत्पादन एल्यूमीनियम मोल्ड चुन सकते हैं या संरचनात्मक डिजाइन को सरल बना सकते हैं; जीवन को बढ़ाने के लिए कार्बाइड आवेषण का उपयोग करने के लिए 100,000 से अधिक टुकड़ों की सिफारिश की जाती है!
मोल्ड इंजेक्शन उत्पादों को डिजाइन आवश्यकताओं (जैसे आकार, उपस्थिति) को पूरी तरह से पूरा करने की आवश्यकता है, और निरंतर और स्थिर उत्पादन हो सकता है। मोल्ड मार्किंग, निरीक्षण रिपोर्ट (जैसे सामग्री कठोरता परीक्षण) और इंजीनियरिंग चित्र पूर्ण होने चाहिए।
मोल्ड स्टील (जैसे S136H, एनएके80 और अन्य आयातित सामग्री अधिक महंगी होती हैं) और मोल्ड भ्रूण के प्रकार (एल्यूमीनियम मोल्ड की अल्पकालिक लागत कम होती है, लेकिन जीवन छोटा होता है) सीधे लागत को प्रभावित करते हैं, पाजी/सीएई/कैम डिजाइन प्रौद्योगिकी, हॉट रनर सिस्टम आदि के उपयोग से अग्रिम निवेश में वृद्धि होगी, लेकिन दीर्घकालिक लाभ (जैसे स्प्रूज़ को कम करना, उत्पादन क्षमता में वृद्धि) को बढ़ाया जा सकता है।


